

Продукция


-

Высокоточная твердосплавная концевая фреза с плоской головкой для алюминия HRC55
-

Вольфрамовая граненая мормышка
-

Кнопки для дорожных работ из карбида
-
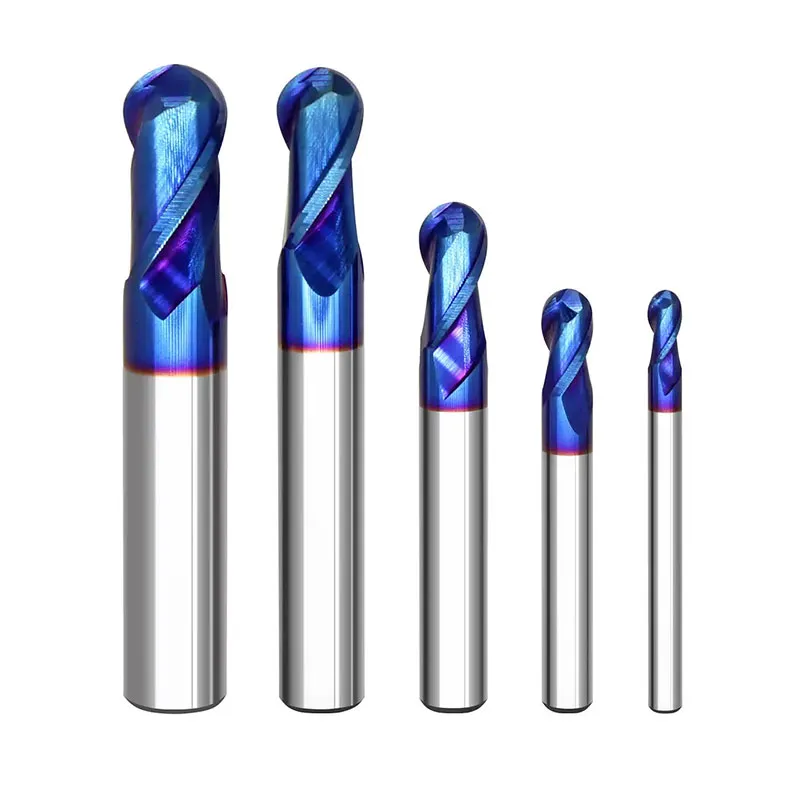
Высокопроизводительная твердосплавная шаровая концевая фреза HRC65 2F с синим нанопокрытием для металлообработки на станках с ЧПУ
-

Вольфрамовые грузила “Чебурашка” без 3D-очков
-

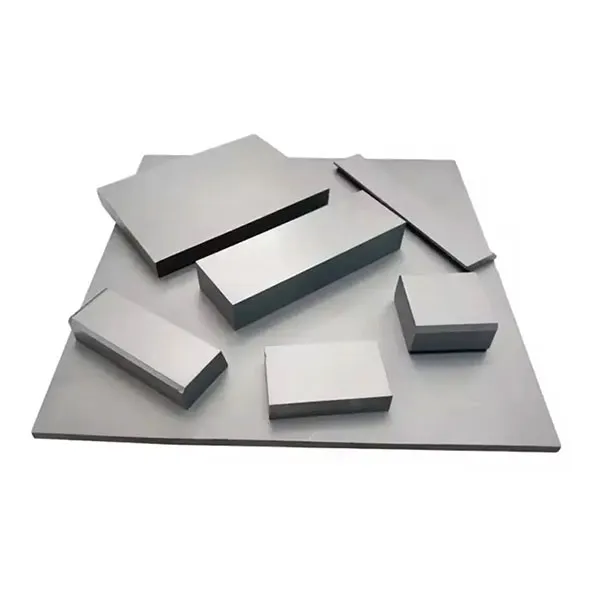
Пластины из вольфрамового сплава
-

Прецизионные износостойкие конструктивные детали из карбида
-
Фильеры для волочения труб из карбида
-
Пластины из карбида
-

Вольфрамовые грузила “Чебурашка” с 3D-очками
-

Кнопки для угледобычи из карбида
-

Пластины для отрезки и проточки канавок
-

Пуансон из твердого сплава
-

Вольфрамовый корпус Javi
-

Штампы для штамповки и вырубки из карбида
-

Вольфрамовые эксцентриковые бусины
















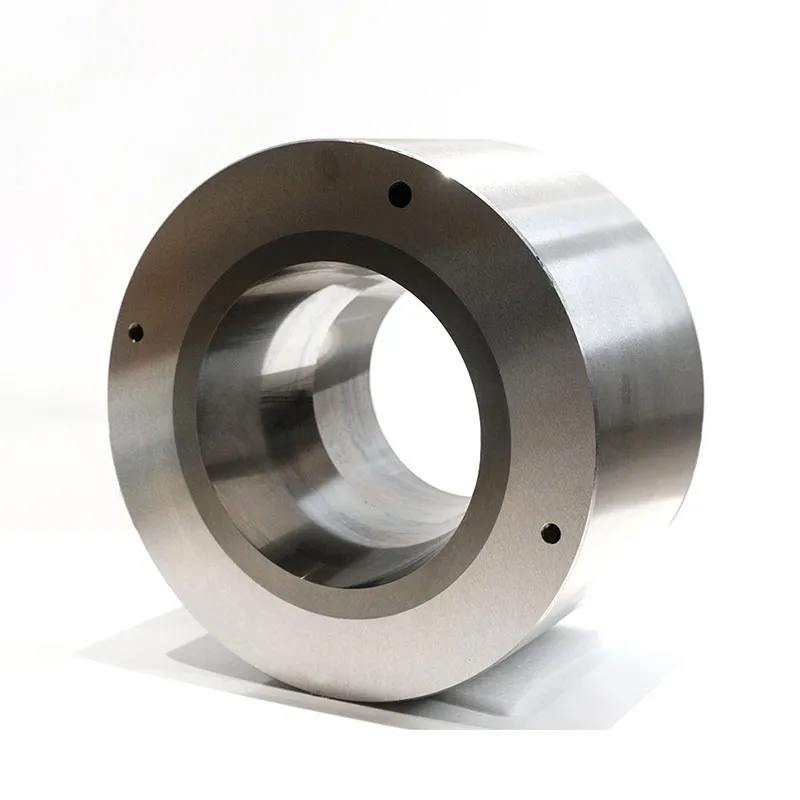
Штампы для холодной высадки и холодной экструзии из карбида
Штампы для холодной высадки: Ключевые элементы, запрессованные в стальной бандаж, для формирования головок болтов, винтов и заклепок.
Описание
маркер
Введение в продукт
Высокоточные штампы для холодной высадки из карбида вольфрама для производства крепежа
Износостойкие штампы для холодной ковки из карбида YG20C и пуансоны
Штампы для холодной высадки из карбида YG20C/YG15 | Формы для высадки головок болтов и гаек | Цельнотвердосплавные пуансоны
Описание штампов для холодной высадки и холодной экструзии из карбида
◆ Штампы для холодной высадки: Ключевые элементы, запрессованные в стальной бандаж, для формирования головок болтов, винтов и заклепок.
◆ Формы для высадки гаек: Специализированные матрицы для производства шестигранных, четырехгранных и фасонных гаек на многопозиционных автоматах.
◆ Штампы для холодной экструзии из карбида: Используются для выдавливания металла с целью получения деталей цилиндрической, стаканной формы или ступенчатых валов (например, корпуса свечей зажигания, поршневые пальцы).
Ножи для отрезки заготовки/рубильные ножи: Устанавливаются в начале холодновысадочного станка для быстрой отрезки проволоки на заготовки требуемой длины.
◆ Пуансоны/стержни-пуансоны: Работают в паре с матрицей, непосредственно воздействуя на металлическую заготовку и деформируя ее, выдерживая при этом огромные ударные нагрузки.
◆ Редуцирующие матрицы: Предназначены для уменьшения диаметра стержня болта или конца металлического прутка.
Характеристики продукции
◆ Материал и технология: Изготавливаются из высокочистых ультрадисперсных/среднезернистых порошков карбида вольфрама и кобальта с применением спекания под избыточным давлением (HIP). Это полностью исключает микропористость, значительно повышая усталостную прочность сплава и его устойчивость к распространению трещин.
◆ Нагрузочная способность: Наши штампы для холодной высадки способны выдерживать циклические знакопеременные нагрузки до тысяч мегапаскалей (МПа) на квадратный миллиметр, сохраняя стабильность размеров при высокочастотных ударах.
◆ Прецизионная подгонка: Наружный диаметр вставок обработан методом прецизионного бесцентрового шлифования, а внутреннее отверстие — шлифовкой и полировкой. Это обеспечивает научно обоснованный и правильный натяг при запрессовке в стальную обойму, предотвращая растрескивание в процессе эксплуатации.
◆ Чистота поверхности: Рабочая зона формообразования имеет зеркальную чистоту поверхности, что эффективно снижает трение, уменьшает количество царапин на изделиях и процент брака.
")
")
")
связаться с нами
Сопутствующие популярные продукты
Резьбовые пластины
Высокопроизводительные сменные твердосплавные резьбонарезные пластины для токарных станков с ЧПУ, стальные резьбонарезные пластины, OEM, упаковка из 10 штук

Шар клапана из твердого сплава
Карбид-вольфрамовые шары класса точности G10/G25 | Истинная сферичность 0,002 мм | Уплотнительные компоненты с зеркальной полировкой
Кнопки для угледобычи из карбида
Твердосплавные режущие долота, разработанные для работы в суровых условиях угольной промышленности. Эти долота специально созданы для работы в сложных условиях подземных горных работ.
Пластины из вольфрамового сплава
Цилиндры из вольфрамового сплава, предлагаемые компанией HAO Carbide Co.,Ltd., благодаря своей износостойкости продлевают срок службы балансировочных элементов. Кроме того, эти изделия являются экологически чистой альтернативой, не содержащей токсичных материалов.

Внутренние детали клапанов из карбида
В комплекте: Цельнотвердосплавные шары, уплотнительные кольца седел, пары для шаровых клапанов высокого давления. Это наиболее критичная уплотнительная пара в шаровом клапане.

Пластины для большой подачи
Высокоскоростные фрезерные пластины из карбида вольфрама XNEX/WNMU/LOGU/SNMX/SOMT/OAKU/ONHU для станков с ЧПУ

Вольфрамовые грузила-креветки
Изогнутые тела из вольфрама можно привязать к цевью или к изгибу крючка для получения различных эффектов. Ребристая поверхность облегчает привязывание.

Вольфрамовые шарики-циклопы
Поднимите свое мастерство вязания мушек на новый уровень с нашими высококачественными вольфрамовыми бусинами. Разработанные для увлеченных рыболовов, которые понимают важность точности и эффективности, эти бусины меняют правила игры.

Прецизионные направляющие и позиционирующие детали из карбида
Включают в себя: прецизионные установочные пальцы, V-образные направляющие, высокоточные втулки, прецизионные ползуны, призматические элементы для выверки.

Шары из вольфрамового сплава
Высокая плотность, твердость и жаропрочность делают вольфрам одним из самых востребованных материалов в охотничьей индустрии. Плотность вольфрамовых шаров составляет около 18 г/см³, уступая лишь золоту, платине и висмуту.

Втулки из карбида
Прямые втулки из карбида: Базовая цилиндрическая форма для осевой поддержки и защиты вала. Ступенчатые / Фланцевые втулки из карбида: С фланцем или несколькими ступенями, предназначены для осевого позиционирования и восприятия осевых нагрузок.

Вольфрамовые алмазные бусины
БУСИНЫ С АЛМАЗНОЙ ОГРАНИЧЕНОЙ ПОВЕРХНОСТЬЮ — Благодаря этим специально ограненным вольфрамовым бусинам (с алмазной поверхностью) вы можете добавить особый акцент к вашим любимым приманкам.
Вольфрамовые эксцентриковые бусины
Форма больше похожа на каплю с эксцентричным отверстием. Это помогает мушке вести себя как джиг, даже если крючок имеет классическую форму, а не форму джига.

Токарные пластины с ЧПУ
Производитель поставляет токарные пластины, токарные пластины, инструменты для металлообрабатывающих станков, твердосплавные пластины для станков с ЧПУ
Вольфрамовый корпус Javi
Тяжелые тела из вольфрама — лучший способ увеличить вес мушки. Благодаря своей очень высокой плотности, эти нимфы быстро достигают зоны кормления рыбы — даже в сильном глубоководном течении. Поэтому эти тела обеспечат вашим мушкам универсальный силуэт, фантастический внешний вид и непревзойденный вес.

Пресс-формы для порошковой металлургии из карбида
Прецизионные твердосплавные пресс-формы для прессования заготовок сменных пластин и инструмента с ЧПУ





